Antlia Engineering Works
Exhibitor, Visitor
Mumbai, India
Mumbai, India
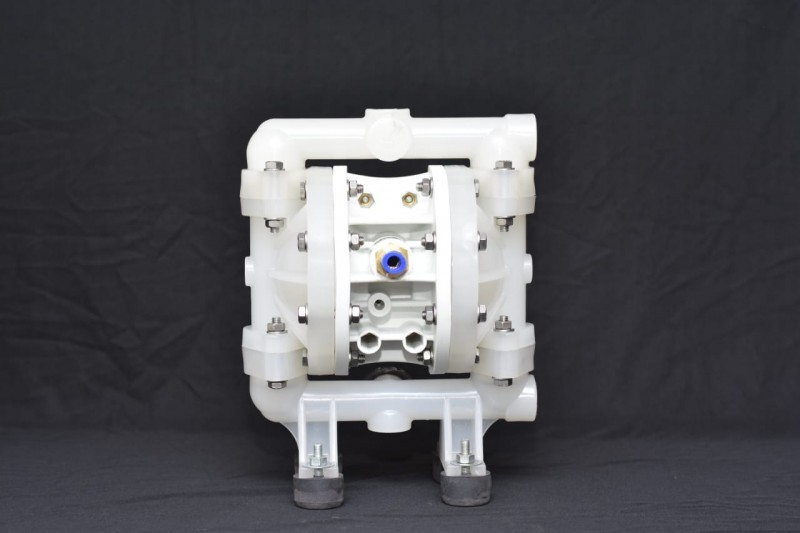
1. Ability to Run Dry – All air operated double diaphragm pump supplied by Antlia are able to run-dry without damage. This is a very useful feature to have when the pumping application may result in varying & inconsistent suction conditions.
2. Ability to Self-Prime – This means that Antlia diaphragm pump can be used as sump pumps & where positive suction conditions are not available.
3. Ability to Pass Solids – The ball & seat/ check-valve design allows for AODD pump to pass solid particles. This is beneficial in a wide range of applications such as pumping slurries or food products with seeds.
4. Variable Flow-rate & Discharge Pressure – Varying of air supply to the pump will vary the flow rate and/ or pressure that the diaphragm pump produces.
5. Seal-less/ Leak Free Design – No mechanical seal means that the Air pumps are totally contained & leak-free.
6. Ease of Maintenance – Diaphragm pumps are simple, non-technical & require no specialist training for maintenance. There are no special clearances or tools required for pump repairs.
7. Anti-Stalling/ Anti-Freezing Air Motor – The air valve is designed to be anti-stalling & anti-freezing; this assists allowing the AODD pump to be continuously operated.
8. Intrinsically Safe – No electrical power or auxiliary requirements meaning that diaphragm pump is Intrinsically Safe and can be operated in many hazardous situations/ applications like underground coal mines.
9. Submersible Options – Most AODD models can be fully submerged. When using as submersible pump, both the liquid path and external components must be compatible with the material in which the pump will be submersed. Submersed pumps must have a hose attached to air exhaust and the exhaust piped above liquid level.